Zippertubing: Engineered for Extreme Environments
At Zippertubing, we understand that our products are often called upon to perform in some of the harshest environments imaginable. Whether it's the scorching heat of a desert, the frigid cold of the Arctic, or the relentless wear and tear of abrasive conditions, our jacketing and sleeving solutions are designed to withstand it all.
Our commitment to excellence begins with our engineering process, which takes into account the most demanding scenarios. Every product we create is meticulously tested to ensure it meets the highest standards of durability and performance. For example, our materials are rigorously evaluated for their ability to endure extreme temperatures, ensuring they remain flexible and protective whether exposed to intense heat or sub-zero conditions. In environments where abrasion and mechanical abuse are prevalent, our products are designed with reinforced layers that provide maximum protection without compromising on flexibility or ease of installation.
But the extremes don't stop there. Our products are also engineered to perform in environments that are truly out of this world—literally. In the vacuum of space, where extreme temperatures and radiation pose significant challenges, Zippertubing solutions provide reliable protection and insulation. Our materials are designed to reduce outgassing and withstand the harsh conditions of space, ensuring the safety and performance of critical systems.

In addition, our products are built to endure underwater environments, such as the deep ocean, where high pressures and saltwater exposure demand exceptional durability and longevity. Whether for subsea cables, offshore oil rigs, or underwater robotics, our solutions are crafted to withstand the corrosive effects of saltwater and the immense pressures found in deep-sea applications.
Chemical resistance is another critical aspect of our product design. In industries where exposure to harsh chemicals is a daily reality, such as in chemical processing plants or industrial manufacturing, our jacketing and sleeving solutions are engineered to resist degradation and maintain their protective qualities, even when faced with aggressive solvents, acids, and other corrosive substances.
Beyond physical toughness, what truly sets Zippertubing products apart is their adaptability to specialized environments with stringent requirements. For instance, in clean rooms—where contamination control is critical—our solutions are specifically designed to meet the highest standards of cleanliness. Our jacketing and sleeving materials are manufactured to minimize particulate generation, ensuring they do not compromise the purity of controlled environments. This makes them ideal for use in industries such as pharmaceuticals, biotechnology, and semiconductor manufacturing.
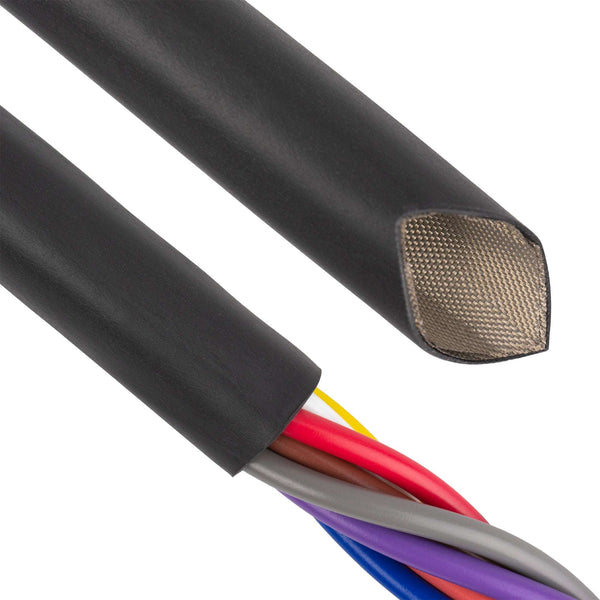
Moreover, our products are engineered with advanced shielding capabilities to protect sensitive electronics from heavy electromagnetic interference (EMI). In environments where reliable signal integrity is paramount, such as in aerospace, defense, and telecommunications, our EMI shielding solutions ensure that systems remain operational and free from interference, even in the most challenging conditions.
At Zippertubing, we take pride in our ability to meet the rigorous demands of our customers, no matter how extreme the environment. Whether you're facing the brutal forces of nature, the challenges of space, the depths of the ocean, or the exacting standards of a clean room, you can trust that our products are designed and engineered to perform at the highest level, providing the reliability and protection you need to succeed.
Contact our in house engineers today!