Airborne Wire & Cable Repair Using 135°C rated PRT- ES® Tubing
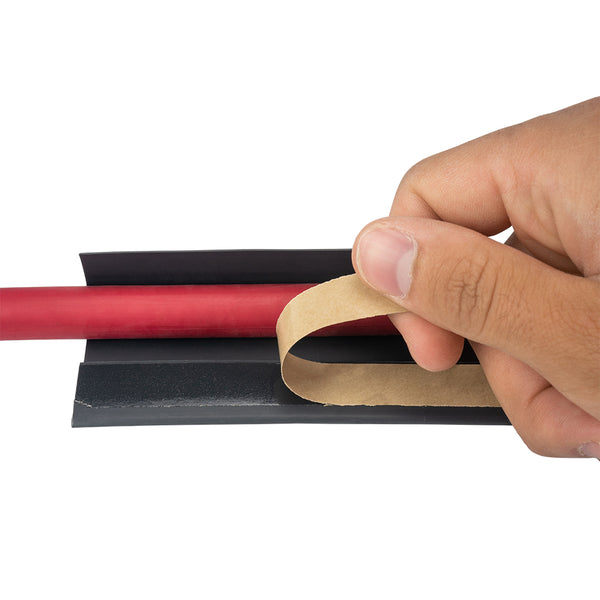
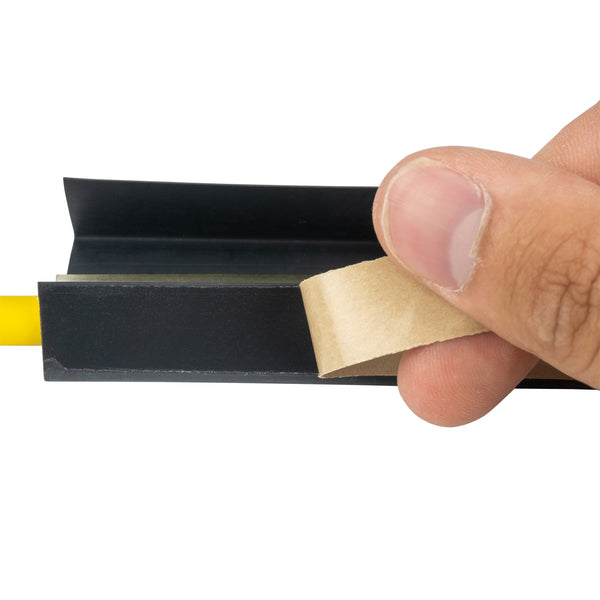
Typical in service electrical wire harness systems have large electrical connectors at the ends, numerous cable clamps throughout their lengths and limited access which restrict and complicate any repair process when damaged. In most instances wire and cable damage tends to be superficial and the result of secondary or other unrelated repairs. Classic cable repair technology requires extensive disassembly and down time. Electrical connectors, cable end hardware, wire clamps and obstructions must be removed, then re-installed and re-tested to insure correct re-wiring. This process requires skilled personnel and specialized connector tooling. The procedure imparts a high risk to damaging expensive electrical connectors that may not be readily available as spares. In many cases, removal of the connector may not possible at all (i.e. a potted or pre-molded back shell). In the past some of these repair problems have been addressed with the use of special high expansion ratio shrink tubing which is typically four to six times the diameter of the cable in its expanded state. However, high ratio tubing's may not be readily available, are limited in their size range, yield very thick and stiff cable repairs and in many cases still may not provide a viable repair solution. To resolve this classic problem, in 2004 NAVAIR began an extensive laboratory and field evaluation of a new wrap around heat shrinkable tubing known as PRT-ES. This material solved the difficulties associated with harness disassembly by allowing maintenance personnel to simply wrap the repair tubing around the localized damage area much like a Band-Aid. The ease, speed and ruggedness of a PRT-ES repair made this technology extremely appealing as a field repair solution. After five years of testing and product evolution NAVAIR approved the use of the PRT-ES material for all airborne vehicles in their Installation and Repair Practices Manual (01-1A-S05-1: 15 September 2009). Initially the PRT-ES material evaluated was limited to 110°C maximum operational temperature which is the industry standard for adhesive lined heat shrink tubing. Field installation techniques as well as laboratory performance results were deemed to be very good. However NAVAIR and Wright-Patterson AFB Laboratory personnel felt that for PRT-ES to be an effective universal repair material it would need to have a higher operational temperature range. The desired range was -55 to 135°C which matched the basic Mil-Spec tubing rating. This temperature range had never been achieved with a one part hot melt adhesive system used in heat shrinkable tubing industry. All previous high temperature adhesive systems used with shrink tubing were separate two part epoxies which required a mixing and application on site. This older adhesive technology mitigated the basic PRT-ES concept of a quick and easy one piece repair material. This paper describes the development and subsequent incorporation of a unique high temperature, one-part hot melt adhesive system into the PRT- ES product and its subsequent acceptance and approval by all airborne services as a viable field repair.