Airborne Wire & Cable Repair Using 135ºC PRT-ES® Tubing
Airborne Wire & Cable Repair
Using 135ºC PRT-ES® Tubing
By
VERNON L. SHRADER
Director of Engineering
Presented April 20, 2011
2011 Aircraft Airworthiness & Sustainment Conference,
Session: EWIS A
San Diego, California
Author’s Biography
Mr. Vernon L. Shrader - Director of Engineering and Chief Product Development Engineer responsible for design and development of EMI Shielding and Electrical Insulation products for The Zippertubing® Co., Chandler, AZ. As an Electrical Materials and Process Engineer, he has been involved in military and commercial EMI shielding and electrical interconnect engineering for thirty-two years. Mr. Shrader has authored articles, presented technical papers and received multiple patents in the field. He received his B.S. and M.S. degrees from California State Polytechnic University in Pomona, CA. Mr. Shrader can be contacted at:
The Zippertubing® Co.
7150 W. Erie St.
Chandler, AZ 85226
(480)-285-3900
(480) 480-285-3997 fax
Abstract
Typical in-service electrical wire harness systems have large electrical connectors at the ends, numerous cable clamps throughout their lengths and limited access which restrict and complicate any repair process when damaged. In most instances wire and cable damage tends to be superficial and the result of secondary or other unrelated repairs. Classic cable repair technology requires extensive disassembly and down-time. Electrical connectors, cable end hardware, wire clamps and obstructions must be removed, then re-installed and re-tested to ensure correct re-wiring. This process requires skilled personnel and specialized connector tooling. The procedure imparts a high risk to damaging expensive electrical connectors that may not be readily available as spares. In many cases, removal of the connector may not be possible at all (e.g. a potted or pre-molded back shell). In the past, some of these repair problems have been addressed with the use of special high-expansion ratio shrink-tubing which is typically four to six times the diameter of the cable in its expanded state. However, high ratio tubings may not be readily available, are limited in their size range, yield very thick and stiff cable repairs and in many cases still may not provide a viable repair solution.
To resolve this classic problem, in 2004 NAVAIR began an extensive laboratory and field evaluation of a new wrap-around heat-shrinkable tubing known as PRT-ES®. This material solved the difficulties associated with harness disassembly by allowing maintenance personnel to simply wrap the repair tubing around the localized damage area, much like a band-aid. The ease, speed and ruggedness of a PRT-ES® repair made this technology extremely appealing as a field repair solution. After five years of testing and product evolution, NAVAIR approved the use of the PRT-ES® material for all airborne vehicles in their Installation and Repair Practices Manual (01-1A-505-1: 15 September 2009). The Army (TM1-1500-323-24-1) and the USAF (TO1-1A-14) have also approved its usage.
Initially the PRT-ES® material evaluated was limited to 110ºC maximum operational temperature, which is the industry standard for adhesive-lined heat-shrink tubing. Field installation techniques as well as laboratory performance results were deemed to be very good. However, NAVAIR and Wright-Patterson AFB Laboratory personnel felt that for PRT-ES® to be an effective universal repair material it would need to have a higher operational temperature range. The desired range was -55 to 135ºC which matched the basic Mil-Spec tubing rating. This temperature range had never been achieved with a one-part hot-melt adhesive system used in the heat-shrinkable tubing industry. All previous high-temperature adhesive systems used with shrink tubing were separate two-part epoxies which required mixing and application on-site. These adhesives mitigated the basic PRT-ES® concept as a quick and easy one piece repair.
This paper describes the development and subsequent incorporation of a unique, high-temperature, one-part hot-melt adhesive system into the PRT-ES® product and its subsequent acceptance and approval by all airborne services as a viable field repair.
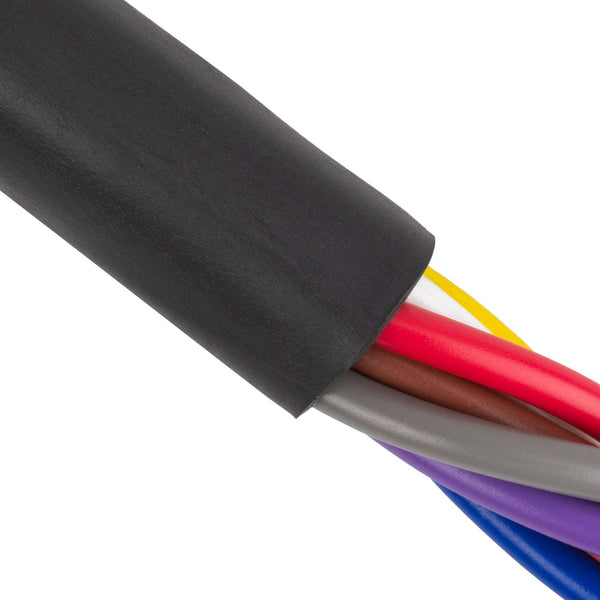
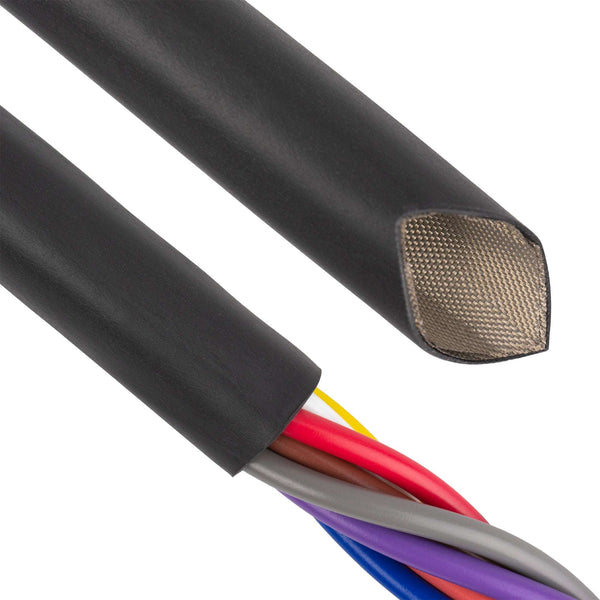
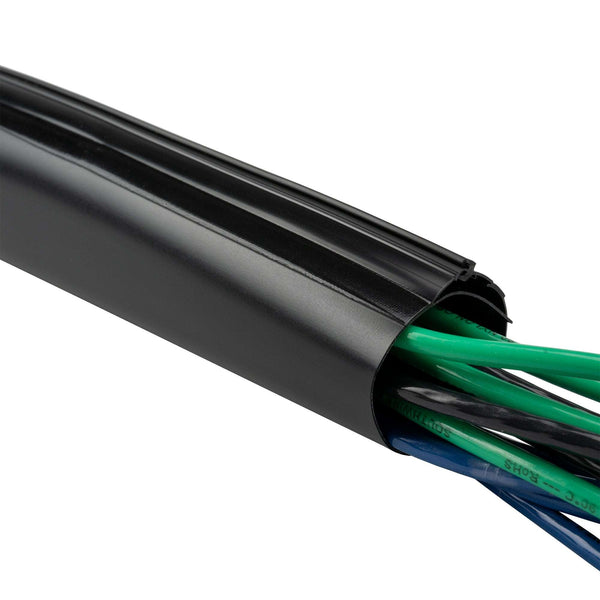
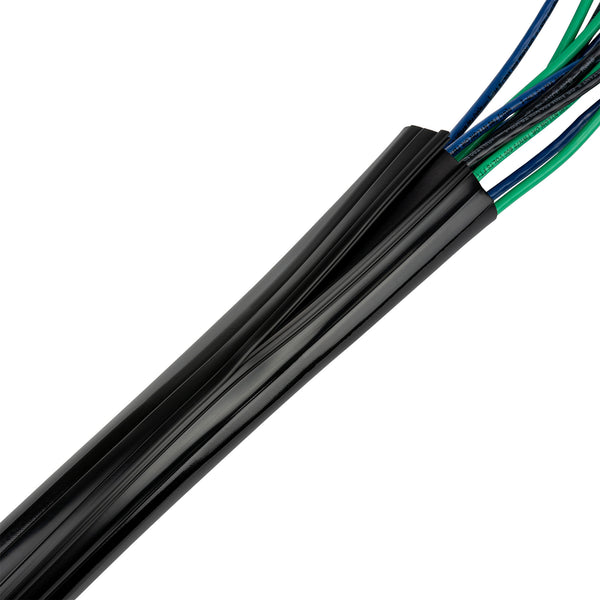
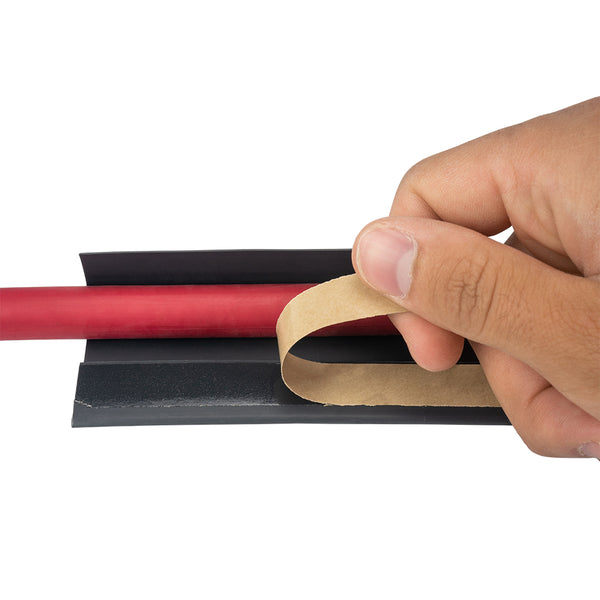
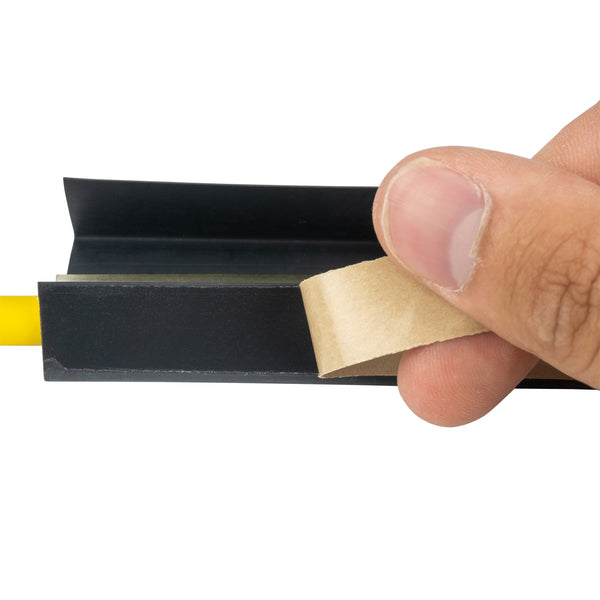
Background
The Zippertubing® PRT-ES® material is a wrap-around, heat-shrinkable tubing with an environmental sealing layer of Z-Block® tape that has been in service since 2003 and has an operation temperature range of -55 to 110ºC. The basic M23053/5 polyolefin tubing used to manufacture PRT-ES® is rated at 135ºC and the acrylic transfer adhesive used to close the product has been shown to withstand temperatures beyond 160ºC. The temperature limiting component of the PRT-ES® product has always been the one-part, hot-melt adhesive similar to that found in M23053/4 adhesive-lined tubing. In April 2008, NAVAIR challenged The Zippertubing® Co. to develop a new hot-melt adhesive layer capable of extending the PRT-ES® products operational temperature range from 110ºC to 135ºC. The request was based on the fact that laboratory testing had shown that the PRT-ES® repair sleeves could potentially slip off the cable repair area in vertical wire application when exposed to a temperature of 135C. Although no field failures had been reported, the feeling was that an adhesive with the same temperature capability as the base tubing was needed.
The request was a tall order since adhesive systems used with shrinkable tubing at temperature ranges beyond 110ºC have historically been limited to two-part paste epoxies or mastic materials. These materials are typically packaged separately from the tubing, require the installer to mix the components and then apply to the tubing on-site. The adhesives tend to be messy to install, introduce installer variability and require post installation high-temperature curing or extended cure times to achieve a finished bond ready for service. These features are unacceptable for the PRT-ES® product since it was specifically developed to be a fast and simple one-step repair device.
Any new high-temperature adhesive would have to accommodate the existing one-piece part design and one-step installation process currently utilized by the PRT-ES® product. As a result, the requirements for a new adhesive demand a material similar to the existing Z-Block® tape which could be self contained within the tubing. The new material would also have to process and cure at temperatures that do not exceed the capability of the basic polyolefin tubing or the overlap seam closure adhesive.
In May 2008, Zippertubing® requested the Z-Block® adhesive supplier to determine if any of their technology could meet these new requirements. The initial response was “not possible!” An industry-wide materials search turned up no new one-part systems that could meet the new high-temperature PRT-ES® requirement. All candidate materials were either two-part mix on-site epoxies, one-part uncured RTV silicones or one-part mastic pastes requiring post installation oven curing beyond 150ºC. None of these options fit the PRT-ES® requirements. Approximately two months after the initial request the original tape supplier submitted a prototype one-part hot-melt tape that was similar to the current Z-Block® tape. The new high-temperature (HT) material was claimed to re-flow at temperatures beyond 135ºC. Essentially the new HT material was the same basic polyamide polymer used in the original Z-Block® tape. The supplier was somewhat reluctant to define the details of exactly how this had been achieved. All they would divulge was that the HT material had been altered through proprietary cross-linking technology. They did state that the HT material would meet all of the original materials performance characteristics and only the reflow temperature had changed.
Material Evaluation & Results
In July 2008, Zippertubing® engineering began testing the new HT material. All testing included samples of the original 110ºC Z-Block® tape polymer for comparison. The new HT material looked and handled exactly like the original Z-Block® material. It was determined that the new HT tape could be adhesively bonded to the M23053/5 polyolefin heat-shrinkable tubing using the same materials and techniques currently used with the original hot-melt tape. As a result, the new HT material satisfied the basic physical requirement of maintaining PRT-ES® as a one-piece part product.
Adhesive Flow
Samples of both the original Z-Block® tape (ES) and the new HT tape were heated in an aluminum tray until they flowed and became a puddle of liquid using a standard hot air heat gun. It was immediately obvious that the HT material required 5-10 seconds more dwell time to transform from a solid tape to a molten liquid versus the standard ES tape. The increased dwell time was noticeable, but did not appear to require so much time as to alter the basic PRT-ES® tubing process time significantly. It was noted that the HT material formed an irregular shaped molten mass somewhat similar to the form that the original HT tape had been folded. The ES material flowed easily and quickly created a fairly uniform round puddle of molten adhesive with no resemblance to the folded tape shape.

Photo 1: Horizontal Tray (1-Hour @ 135°C)
After the molten samples had cooled to room temperature, the aluminum tray was placed in an oven at 125+/1ºC. After one hour of heat soak, both adhesive masses were probed using a metal rod to determine the degree of softness. The ES tape sample was soft and sticky. The metal probe easily penetrated the adhesive mass and created strings of material sticking to the rod upon removal. The HT adhesive was firm, could not be penetrated by the rod and no strings of material clung to the metal rod. The procedure was repeated with the oven temperature raised to 135+/1ºC (Photo 1). The ES material exhibited similar results as seen at 125ºC but the HT material was still firm and the probe would not penetrate the adhesive mass. It was possible to create shallow marks in the adhesive surface but there were no strings or signs of the material sticking to the metal rod.
The aluminum tray was returned to the 135+/1 ºC oven with the tray orientated in a vertical position to determine if the adhesive would flow or retain their shape? Upon removal it was evident that ninety-five percent of the ES material puddle had flowed and become a streak six to seven inches long. The original puddle shape was gone and only a thin film of adhesive remained. There was no evidence of the original 1/8” thick raised mound of adhesive where the flow had started. Conversely, the HT material had not flowed and it retained its original puddle shape and the 1/8” thick mound of adhesive.
The aluminum tray was returned to the oven in the vertical position at 140+/-1ºC for one hour. Again, the HT material did not flow, however probing the adhesive puddle with a metal probe did show that the material was beginning to soften slightly and the probe could be forced into the adhesive mass.

Photo 5: HT, vertical tray (1-hour @ 145ºC)
This process was repeated with the temperature raised to 145+/1 ºC. Upon removal it was evident that the HT adhesive had finally reached its flow temperature. Approximately fifty percent of the HT material mass had begun to flow down the pan several inches (Photo 5). It is interesting to note that at 145ºC the entire HT adhesive puddle had not disappeared, a distinctive “V” shape was visible within the puddle inferring that it had reached its flow temperature, but still retained some degree of pastiness.
PRT-ES® Samples

Photo 6: Simulated wire insulation damage
A total of twenty-four samples of PRT-1-ES tubing were created using the original ES adhesive and the new HT adhesive. The repair sleeve assemblies were identical to the PRT-1-ES design that is defined in Zippertubing® drawing ZT03-04-010-01 and had been previously tested by NAVAIR. All samples were installed on 22 AWG (0.076” diameter) teflon insulated wire. Each wire sample had a half-inch area of insulation scraped off, exposing the wire strands (Photo 6). The installation process followed the standard PRT-1-ES Installation instructions defined in Zippertubing’s installation document ZT03-98-001 and in the NAVAIR 01-1A-505-1 repair manual.

Photo 7: Large ES fillet
Fabrication of the PRT-1-ES repair sleeves using the standard ES adhesive yielded finished assemblies with large, bulbous adhesive fillets at the ends (Photo 7). Samples created using the HT adhesive required an additional 30-60 seconds of heat exposure to allow the adhesive to flow, plus an additional 30 seconds to create small tapered adhesive fillets at the ends. The resulting HT adhesive fillets were smaller and much less pronounced than those created using the ES adhesive (Photo 8). The additional heat-soak time was required because all samples were fabricated using the same heat gun temperature settings (140-160ºC). Zippertubing® does not recommend increasing the air stream temperature when using HT adhesive because this could result in blistering the polyolefin tubing material. Assembly time increased approximately 1-2 minutes using the HT adhesive. The HT adhesive assemblies exhibited several processing advantages over the original ES system. First, the end fillets can be dressed easier since the HT adhesive does not flow as easily. The molten material is more localized and has less of a tendency to be blown around the wire by the air stream. Second, ruptures at the tubing’s overlap seam do not occur as easily because the adhesive is not expanding and bubbling as much inside the tubing. The overall result is that the HT adhesive reacts slower to heat and is more controllable during the installation process.
Six repaired wire samples of each adhesive type were suspended vertically across the top of the test oven. An aluminum tray was placed below the wires to catch any drips or debris. The samples were exposed to a temperature of 135 +/-1ºC for one hour. After exposure the samples were examined for adhesive flow, drips or other signs of degradation. The six samples made using the ES adhesive all failed! All samples showed evidence of severe adhesive flow from the lower end of the repair sleeve. Furthermore, in all six cases the repair sleeve actually moved down the wire length from its installed location from 3/4 to 2 inches. As a result, the bare conductor defect area of each wire was exposed! None of the six HT adhesive samples showed evidence of change with respect to fillet shape or sleeve location.

Photo 9: ES flow (4-Hours @ 135ºC)
The test was repeated with the second set of six samples except the heat exposure duration was increased from one to four hours. Photo 9 & 10 show the potential adhesive flow and repair sleeve slippage of the original ES adhesive when exposed to 135ºC temperatures. Results were the same for both the one and four hour exposure samples. Photos 11 A & B illustrate the lack of any change to the HT sample sleeves. Fillet shapes and sleeve position on the wire did not change in any test sample for either the one or four hour exposures.
Validation
Upon completion of the Zippertubing® testing, these data and test samples were submitted to NAVAIR for examination. also provided NAVAIR with samples of 22 AWG teflon wire and PRT-1-ES repair sleeves fabricated with the HT adhesive to allow NAVAIR to perform their own installations and testing. In October 2009, validation testing was performed for Naval Air Systems Command by the Qualification Products Laboratory at NAS Patuxtent River, MD. The PAX River laboratory fabricated test samples and performed 135ºC heat aging tests for 21 and 72 hours respectively. The results confirmed the Zippertubing® results. In December 2009 a recommendation was made to approve the HT adhesive version of the PRT-ES® product as a replacement for the current PRT-ES® product in use by the fleet as described in the NAVAIR 01-1A-505-1 Joint Services Wiring Repair Manual. The validation testing was completed at the requested of JSWAG members and fleet personnel.
Conclusion
The testing described herein confirms that the standard Z-Block® adhesive originally utilized in the PRT-ES® product line should not be used at temperatures beyond the recommended 110ºC limit. Exposure to temperatures beyond this limit will result in adhesive re-flow and possible sleeve shifting which may expose wire defects. These conditions would be expected to occur with any M23053/4 type adhesive or tubing. Pushing any material beyond the manufacture’s stated design limits is likely to yield failures.
The new HT adhesive tested herein confirmed that the NAVAIR 135ºC requirement for PRT-ES® could be met and posed no major manufacturing or installation problems for the existing repair sleeve design. The data indicates the material should not be pushed to temperatures beyond the 135ºC limit since it will begin to soften, become pasty and eventually re-flow at temperatures near 145ºC. Since the basic M23053/5 tubing used in PRT-ES® sleeves is limited to a maximum of 135ºC this should not be a major concern. The validation testing performed by NAS Patuxtant River confirmed that long period exposure to the maximum operating temperature does not degrade the HT material or cause re-flow.
The testing proved that the one part HT adhesive tape is an ideal environmental sealing layer for a high-temperature version of the PRT-ES® product. This adhesive can be applied to the polyolefin PRT® tubing in the same fashion as the current design and does not present any new manufacturing problems or unreasonable installation problems. Since the HT adhesive is simply a cross-link modified version of same polyamide polymer used in the original ES tape, it is recommended that all current PRT-ES® fuel and oil exposure restrictions be applied to any new HT version.
It may be desirable for Zippertubing® to retain and re-identify the original PRT-ES® product rated at 110ºC in addition to releasing a new HT product rated at 135ºC. Aerospace and military wire insulations are typically rated at 150ºC and higher. The new HT adhesive processing temperatures and dwell times pose no threat to these materials. However, commercial wire insulations based on PVC have maximum temperature ratings of 60, 90 and 105ºC. Attempting to use the HT adhesive system on these low-temperature insulations could produce damage to those insulation types. A two tier PRT-ES® product line with multiple part numbers is an internal Zippertubing® challenge that will need to be considered by both Sales and Management. In any case, if the older 110ºC system is retained, new identification and part numbering will be developed specifically for it. All current part numbers listed in the NAVAIR-01-1A-505-1 document will remain the same for parts incorporating the new HT adhesive system.
Application Recommendation
Based on internal test data and customer feedback from actual field applications The Zippertubing® Co. believes that PRT-ES® (HT) will perform well and provide years of service when the following conditions are met;
- Install per the requirements defined in NAVAIR-01-1A-505-1 or Zippertubing® installation procedures.
- Do not exceed the -55 to 135ºC operational temperature range.
- Avoid immersion or swamp-like conditions in highly volatile solvents, fuels and oils. Total avoidance is best. However, brief splash exposure followed by cleanup will generally not degrade the material. Long term or repeated exposure may reduce service life.
- Avoid installing repair sleeves in locations where the cable bends if at all possible. If necessary, install the sleeve with the cable positioned in its pre-bent (final) shape.
- Avoid use in locations where the repair sleeve will be flexed continuously.
- If installed in a known abrasion area, orientate the sleeve so the overlap seam faces abrasion source prior to shrinking since the material is twice the normal wall thickness in this area.
Note:
All statements and technical information contained herein are based on tests we believe to be reliable, but the accuracy or completeness is not guaranteed under all circumstances. Before using Zippertubing® products, the user shall determine suitability for the intended use, and user assumes all responsibility for improper selection. Published attenuation values of Zippertubing® shielding have been verified by laboratory testing of the respective shielding materials. Actual installed attenuation values may differ due to installation techniques and final assembly operation parameters, which are beyond the control of The Zippertubing® Co. Actual attenuation values can only be determined by the end user testing the completed assembly. U.S. and international patents pending. Copyright 2011 The Zippertubing® Co., Los Angeles, California.
Synopsis
The PRT-ES® repair concept offers both commercial and military users a fast, easy and reliable means of repairing wire damage. Repair of superficial jacket and shield braid damage has never been easier! In addition, when utilized within the recommended application limits, the repair tubing will provide years of reliable service. Whether PRT-ES® is thought of as an intermediate repair or a long term solution is dependant on the application environment. Users should always be aware of the product limitations and not fall into the trap of believing that PRT-ES® is the solution for all problems or applications. The new HT product offers field repair personnel a new high temperature tool in their ongoing battle of maintaining complex wiring system problems.
Acknowledgements
The author would like to acknowledge the following and sincerely thank them for their coordination and consultation time during the development of the environmentally sealed PRT-ES® (HT) product.
Mr. Oliviu Muja
NAWCAD
AIR 6.7.1.6
22347 Cedar Point Rd
Patuxtent River, MD 20670
Mr. Robert Pecanic
Aerotech Rep. Group
26499 Rancho Parkway South
Lake Forest, CA 92630