How to water block wires, cables & breakouts
Why would I want to water block my wires, cables or breakouts?
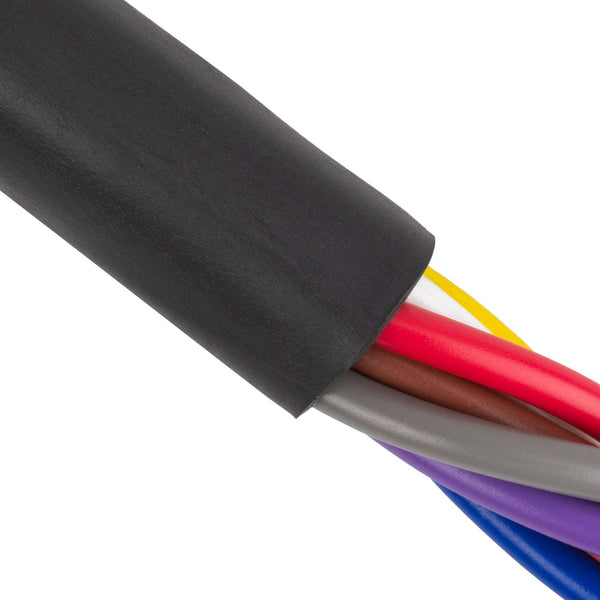
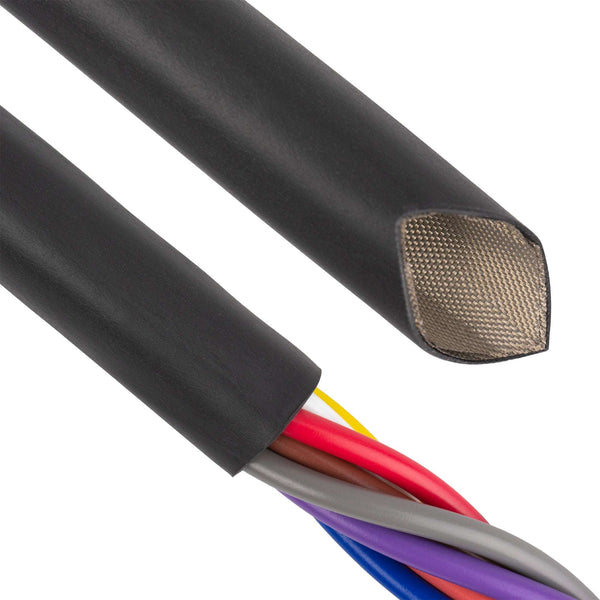
When a heat shrinkable jacket is applied over a group of wires, the jacket creates an environmental barrier protecting the wiring over the length of the jacket. However, moisture and environmental contaminates can still enter the bundle by wicking between the individual wire strands where the jacket stops. An effective way to eliminate this problem is to seal the ends of wires in the areas where the jacket ends. This procedure in commonly referred to as Water Blocking. The most reliable way to achieve this is to apply a hot melt adhesive under the heat shrink tubing material at each end. Furthermore, typical wire and cable bundles rarely run from point A to point B without a breakout. There may be occasions where you will want to environmentally seal a breakout junction. This can be done with the wrap around PRT® material in conjunction with the Z-Block® Tape in lieu of using expensive custom molded boots that must be slid over a cable end. The following three procedures describe this process when utilizing Zippertubing’s wrap around “PRT®” tubing and Z-Block® hot melt tapes.
Note: A common misconception is that the use of an adhesive lined heat shrink tubing will provide the same protection described below. Adhesive lined tubing's provide excellent strain relief and might seal a single jacketed cable, but these tubing's have an insufficient amount of adhesive to ensure sealing cables made from multiple wire strands.
Materials needed:
| Zippertubing “PRT®” Tubing: | P/N: ZT98-04-016-size |
| Zippertubing Z-Block® (100) Tape: | P/N: ZT02-03-002 |
| Zippertubing Z-Block® (100) Tape: | P/N: ZT11-03-001 |
| Zippertubing Process Procedure: | ZT02-98-001 |
| Hot Air Gun w/ Reducer Nozzle: | Steinel HL1910E or equivalent |
| Wooden Popsicle Sticks |
Procedures:
| Stranded Wire | Use this procedure when working with numerous individual strands of wire. |
| Single Cables | Use this procedure when working with single strands of large diameter wire or cable. |
| Breakouts | Use this procedure when working with multi-direction harness breakouts of individual wire strands or cable. |
Important: Before beginning any assembly determine the operating temperature of the cable assembly you will be water blocking.
- For systems operating at temperatures of 100ºC or less use Z-Block® (100) Tape (p/n: ZT02-03-002).
- For systems operating at temperatures of 100ºC to 135ºC use Z-Block® (135) Tape (p/n: ZT11-03-001).
Water Blocking a Stranded Wire Bundle
- Select a strip of Z-Block® Tape that will provide a water blocked area at least 1-inch long at the end of the finished cable. The Z-Block® Tape may be cut to size using scissors as necessary.
- Determine the position on the wire bundle where you wish to locate the water block. Splay or birdcage the wiring in this area and weave the Z-Block® Tape material back and forth through the individual wire strands. Ideally the tape should make contact with each individual wire.


- Once the tape has been woven through the wire strands, wrap one layer around the outside of the wire bundle. The tape wrap should not increase the wire bundle diameter by more than 1/8-inch maximum.
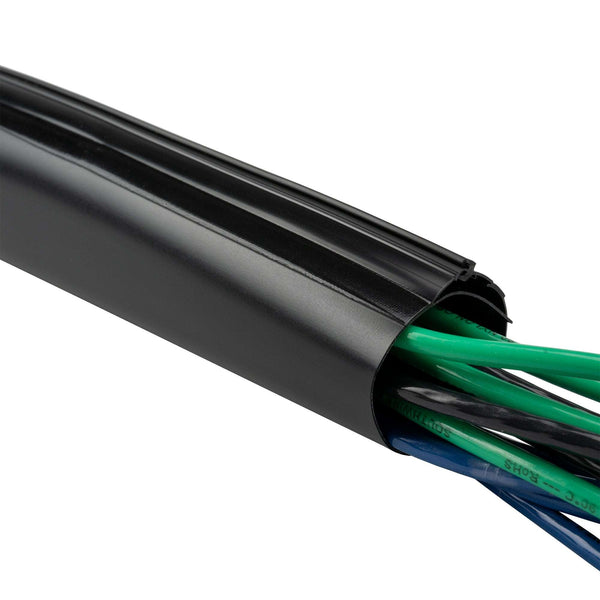
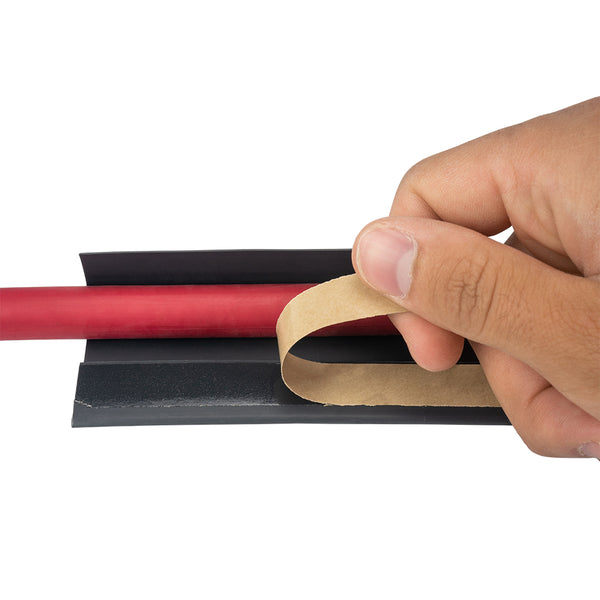
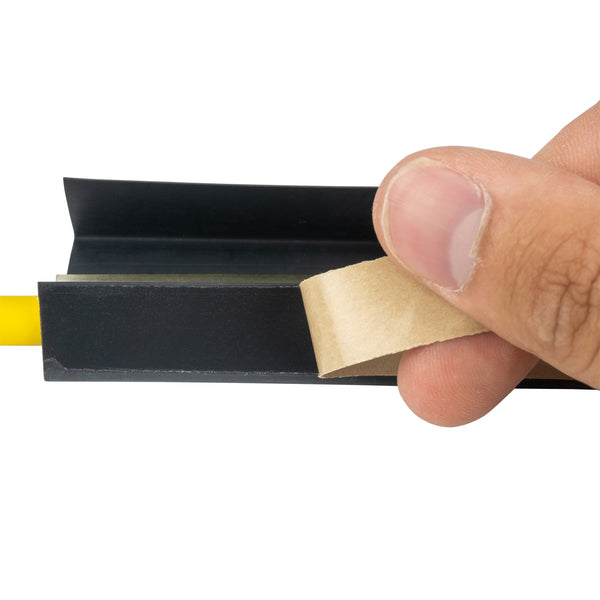
- Install the PRT® tubing around the wires so the paper release liner covering the adhesive faces away from the wiring and towards the installer. Peel back the first inch or two of the release liner and expose the adhesive. Position the non-adhesive edge of the PRT® Tubing parallel to the exposed adhesive and so all the adhesive is covered. Begin bonding the tubing overlap to the adhesive. Avoid contacting the adhesive with your fingers as much as possible. Once the first inch or two of the overlap has been sealed, continue removing short sections of the release liner and seal the entire tubing length. Avoid creating wrinkles in the overlap area. Once the entire piece of tubing has been installed, rub the overlap seam firmly using your thumb to ensure contact and work out wrinkles. Minor wrinkles will disappear when the tubing shrinks.

Locate the end of the closed PRT® tubing over the Z-Block® Tape.

- Shrink the PRT® tubing
Caution: PRT® tubing requires a two step heat application process. The adhesive overlap area must be heat-set prior to complete tubing recovery. Do notuse a tubing heat reflector intended to spread heat uniformly around the tubing!
Note: You can shrink the tubing in place immediately after sealing. The adhesive system has no cure time requirements.
a) PRT® tubing and Z-Block® Tape require the use of a hot air type heat gun with a temperature setting of approximately 150-160ºC to shrink the tubing and allow the hot melt adhesive to flow. For best results, use a heat gun with a reducer nozzle that will localize the heat stream
b) Begin shrinking the PRT® tubing by directing the heat source at the adhesive overlap seam area near the center of the tubing. Apply heat to the overlap seam area only! The overlap area will tend to curl up into a “U” shape as it is heated. Apply heat in short bursts to this area until the surrounding tubing begins to pull the “U” shape back down flat. Do not be afraid to apply extra heat to the overlap area, as it will take extra dwell time for the inside layer of the overlap to begin to shrink. Do not be alarmed if the outer layer of the overlap flap tends to lift off the adhesive and curl back slightly during initial heat exposure. With continued heating this lifted area will generally lay back down on its own, if not, lightly tap the lifted edge as necessary with a wooden Popsicle stick. Do not squeeze the PRT® tubing when tapping the lifted lip down. Use extreme caution when touching the tubing as it will be hot and sticky. Shrink the overlap seam area over the entire part length before attempting to recover the remaining tubing.


c) Once the overlap seam has shrunk begin shrinking the remaining tubing material except the area immediately adjacent to the water block tape. Ensure that no cold spots or “fisheyes” remain.
d) The wire bundle jacket ends containing the water blocking tape will require a similar installation procedure except that these areas will be much more sensitive to over heating and tubing seam pull-apart. In these areas the bundle diameter will be larger due to the Z-Block® Tape build up and this will place added strain on the overlap seam adhesive until the Z-Block® Tape has melted and flowed. As a result, there will be a higher tendency for the PRT® Tubing overlap seam to want to pull apart in these areas.
The key to a successful installation is to “sneak up” on the tubing with the heat source. Do not be afraid to repeatedly pull the heat source away from the tubing and let it cool slightly if it appears that the overlap seam is being pulled apart. Once the overlap seam is fully shrunk in this area you may find that most of the remaining tubing has also shrunk. This is especially true on small diameter wires. To ensure that the Z-Block® Tape has melted and flowed properly apply the heat to PRT® Tubing on the side opposite the tubing overlap seam. This will help the hot melt adhesive to soak up enough heat to flow and at the same time impart the least amount of strain on the overlap seam.
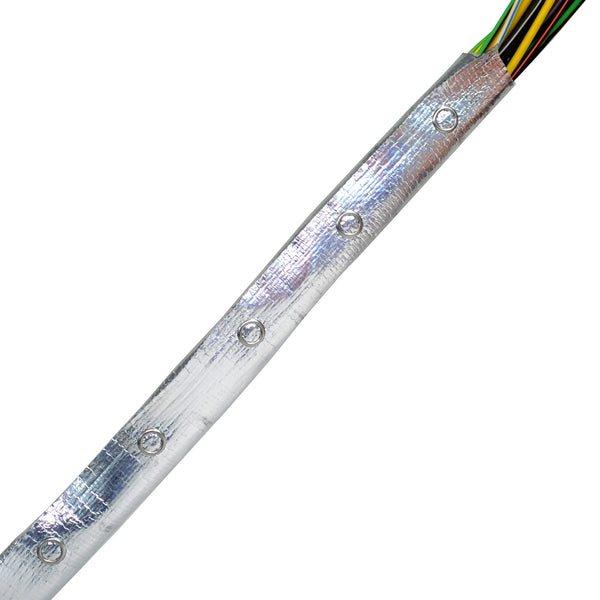
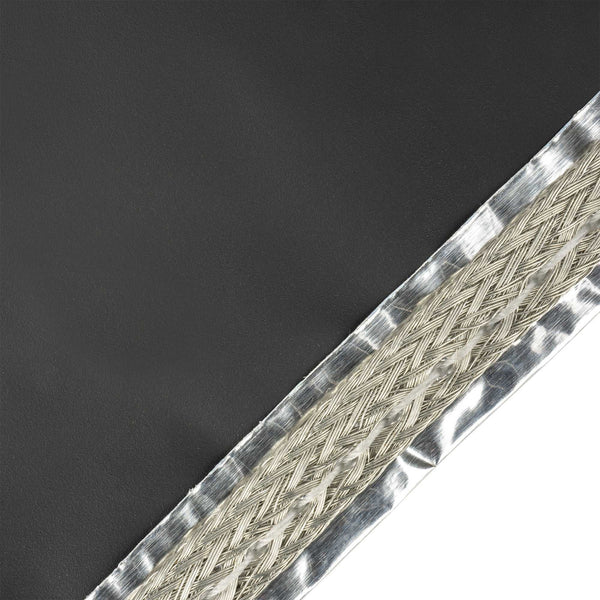
Continue to slowly apply heat to the area until the hot melt adhesive flows and the tubing diameter begins to match the rest of the PRT® covered wire bundle. Ensure that the hot melt adhesive has flowed and oozed out from under tubing end evenly. Note, when using the Z-Block® (135) Tape, the adhesive will not flow to the same extent that the Z-Block® (100) Tape does. Fillet size and the degree of flow will be less. As long as there is adhesive coverage of all wires the exact size of the fillet area is not critical. The finished part will have a fillet of hot melt adhesive at the end. It’s important to remember that too much heat, applied too quickly, in one location may cause the hot melt adhesive to expand unevenly and possibly rupture the PRT® Tubing overlap seam.

e) The finished assembly may display a shiny, sticky area, parallel to the overlap This is residual adhesive that was exposed as the overlap material pulled back during shrinking. The excess adhesive can be removed while the tubing is still warm to the touch by rubbing your thumb along the overlap seam line. Rubbing the seam area will ensure good overlap contact and any excess adhesive will ball up ahead of your thumb. Remove excess adhesive as necessary.
Caution: Never attempt to remove excess adhesive from the overlap area using solvent. The adhesive system is solvent resistant and you may damage the tubing.
Note: If you encounter processing problems refer to the Troubleshooting section at the end of this document. This section describes the most common causes for processing failures and suggests methods for resolving them. It also includes a suggested repair methodology.
Water Blocking Cable
- Follow Steps 1, 3, 4, 5 & 6 described in procedure Water Blocking a Stranded Wire Bundle above. When Water Blocking a single cable you will not need Step 2. This procedure is simpler than procedure A because you will have less Z-Block® Tape present and a smaller cable diameter buildup. As a result, the PRT® Tubing will be less prone too overlap seam pull apart.




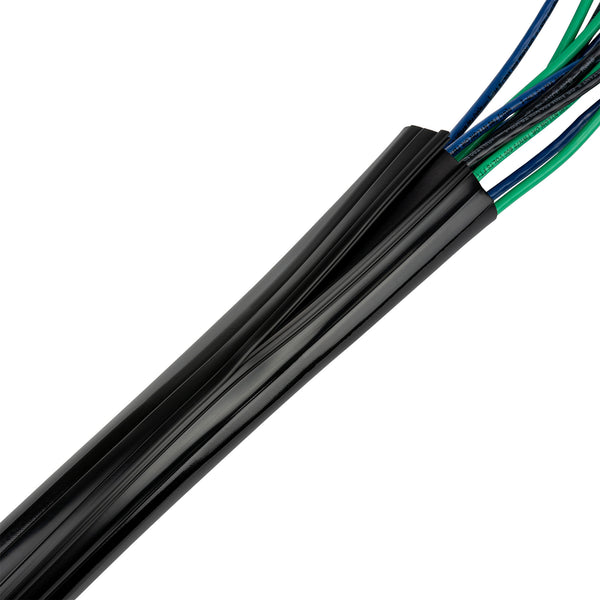
- Follow the steps 1 thru 6 described in procedure A or procedure B depending on which harness condition your breakout consists of. Size the PRT® material to the largest cross section diameter of the breakout area. Refer to the photos below for examples of a typical large cable harness breakout. When Water Blocking a single cable you will not need Step 2 that describes weaving the Z-Block® Tape between wires.
- After the PRT® Tubing has fully shrunk over the largest diameter section of the breakout or splice, focus the heat on the tubing area over the individual breakout leg areas. Once this area is hot and pliable and the Z-Block® tape has begun to flow, use a pair of needle nose pliers to squeeze the hot PRT® Tubing flat against itself between the legs of the breakout. Be sure that the adhesive oozes out around the entire circumference of the breakout legs and between the PRT® tubing that has been squeezed flat. Continue to hold the pliers closed until the adhesive and tubing have cooled enough to retain the flattened shape. On a four leg breakout, repeat this process on the opposite end.




- In a cable splicing situation, the crimped splice device is generally larger than the two cable outside diameters being joined. In a situation like this you must be sure to size the PRT® tubing to this larger diameter. As a result, it may require the PRT® to be squeezed in several areas on the single leg side to adequately seal the tubing.
- Once the breakout is complete you may find it desirable to apply added heat to some localized areas and work the adhesive fillets as necessary to obtain good sealant coverage.
- Refer to Water Blocking a Stranded Wire Bundle, Section 6e for details on finishing the assembly and follow all the cautionary notes.
Conclusion
Creating Water Blocked cable assemblies, breakouts and splices is a craft sensitive procedure and will require practice, experience and a good understanding of what is to be accomplished. Different cable breakout configurations will require numerous variations on the basic theme described above. Some combination of the procedures described above may be required to fulfill a water block requirement.
You may find that a combination of standard shrink tubing, Zippertubing’s PRT® wrap around tubing and the Z-Block® hot melt tape can be utilized to handle almost any wire harness water blocking scenario.
Troubleshooting
- The most common problem likely to occur when installing a Water Blocked seal at the end a of a multi-strand wire bundle or single cable utilizing the PRT® material is a seam rupture. This is a condition where the molted Z-Block® Tape bursts through an area of the overlap seam of the PRT® Tubing during installation. Seam ruptures are most likely to occur during the learning phase of Water Blocking installations. Once the proper installation technique has been mastered this problem will disappear. Being in a rush to complete an installation is the biggest factor causing seam ruptures.

- Seam ruptures occur for several reasons and all can be controlled by the installer. Listed below are the main reasons for seam ruptures;
a) Incorrect PRT® size: The PRT® Tubing selected was too small for the wire bundle diameter.
b) Excessive Tape: Too much Z-Block® Tape was applied which increased the overall wire bundle diameter beyond what the PRT® Tubing could accommodate.
c) Excessive Heat: The installer applied too much heat and/or applied the heat too quickly to the PRT® Tubing over the Water Block area.
Note: Excessive hot melt tape and excessive heat are two the most common causes of seam ruptures. Control these an the problem will disappear.
- If a rupture does occur, verify that the cause was not due to the incorrect PRT® Tubing size (a) or an excessive amount of Z-Block® Tape (b). If these variables are not the cause then adjust the heating technique by applying the heat more slowly and evenly. Review the “sneak up on it” heating technique described in Water Blocking a Stranded Wire Bundle procedure, Step 6d.
- Seam ruptures are undesirable and should be avoided. Wire bundle assemblies with a diameter of <.250” exhibiting a seam rupture should have the PRT® Tubing jacket removed and replaced to ensure a water tight repair. Follow the correct installation technique to eliminate the problem.
- Wire bundles with diameters >.250” exhibiting a seam rupture may be reworked and still maintain a good environmental seal.
Note: Prior to proceeding with a seam rupture rework, consult with in- house Engineering and Quality Assurance departments and obtain approval to proceed with the repair.
a) If you experience a seam rupture and the hot melt adhesive is oozing out through the tubing overlap area, stop applying heat in that area and allow it to cool down. Adjust your heating technique as described above and finish installing the assembly.
b) Once the entire assembly is finished and has cooled down to room temperature return to the seam rupture and re-heat the localized area until the hot melt adhesive is soft. Use the end of a Popsicle stick and work the raised tubing lip down as smooth as possible while it’s hot. Use the radius end of the Popsicle stick and scrape off the excess adhesive in a direction parallel to the overlap split line. You may have to repeat this process several times to obtain a nice appearance. Allow the area to cool to room temperature.
c) The seam rupture area will never look quite as good cosmetically as the seam areas that were properly installed. However, that does not mean that a seam repair cannot be used. As long as there is a thin bead of the Z-Block® hot melt adhesive present along the overlap split line in the area of the rupture you have a usable assembly. Because the entire jacket is sealed with the hot melt adhesive there is no way for liquid to find its way to the repaired defect area. The same condition would exist if the rupture were not repaired. However, repairing a rupture is desirable since it eliminates the raised lip condition which could create a potential snag problem resulting in further damage.
Installer Note
Using the PRT® Tubing wrap-around tubing will generally eliminate a very large amount of cable harness disassembly and rework time. As a result, don’t be in a big rush to complete the installation. Take the few extra minutes to thoroughly plan the installation, heat the sleeve slowly and work the materials as necessary to ensure a good first time installation or repair. The extra time spent doing this will pale in comparison to the time required to perform a classic repair that involves connector disassembly and de-pinning.