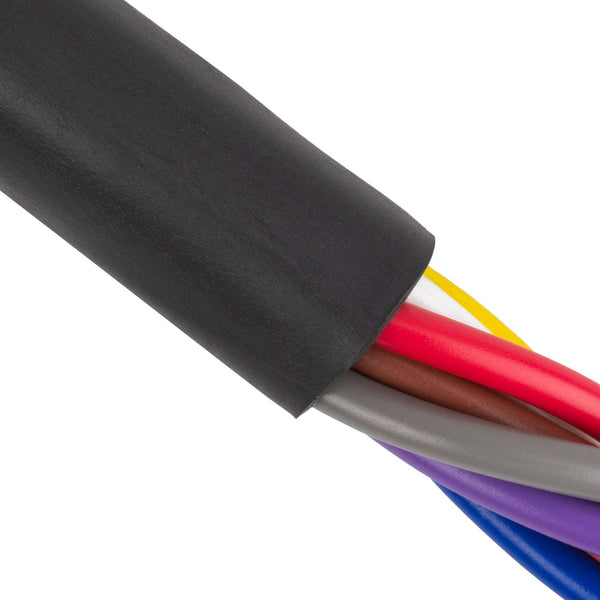
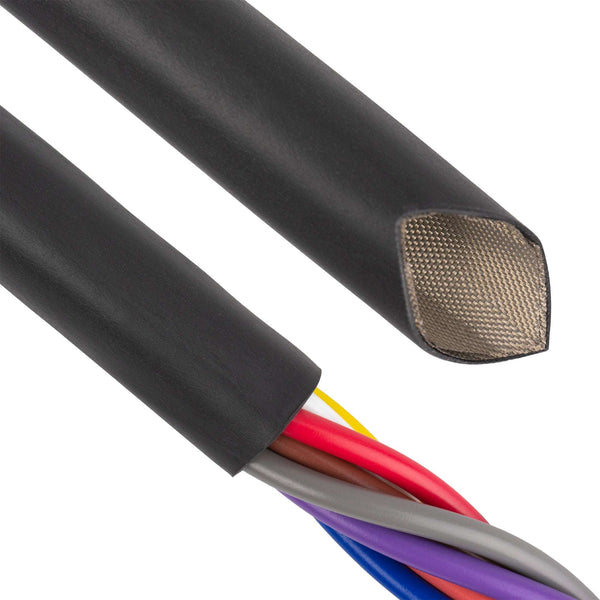
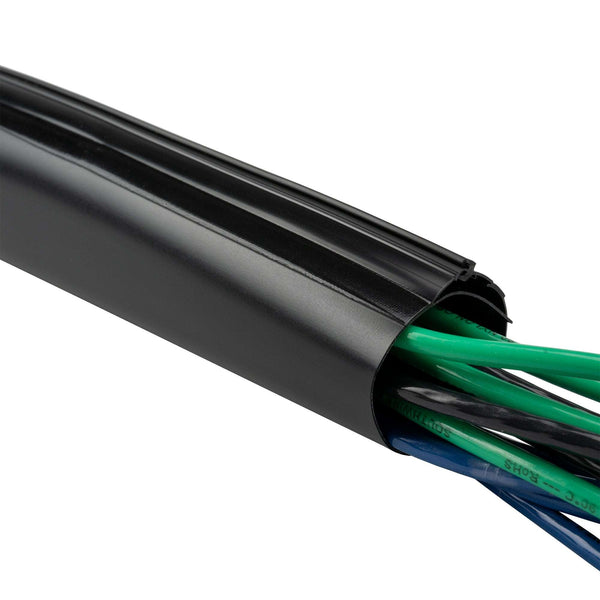
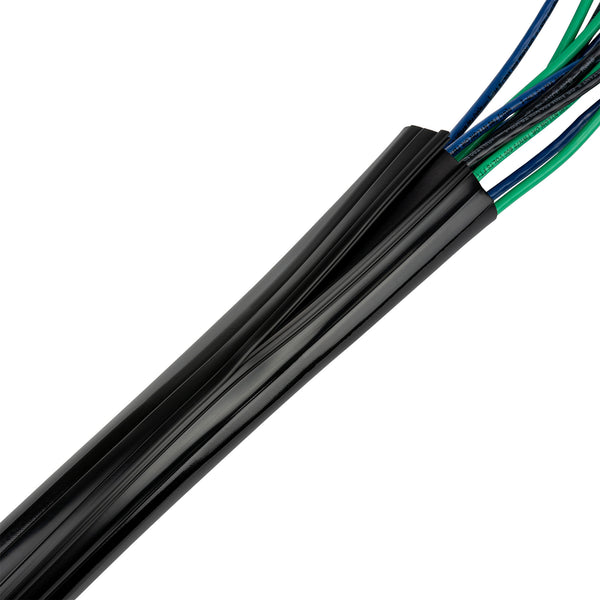
How to install the D-Track-LT
Track Closure vs Bend Location


The SLD tool is an inexpensive plastic slider tool designed for closing Zippertubing D-Track-LT® products. It is primarily intended for use in low volume production line applications or field installations. The tool engages the external ears of the D-Track-LT® extrusion and snaps the interlock together as it is slid along the cable run.
This tool makes closing D-Track-LT fast and easy while minimizing operator fatigue. The tool is used after squeezing the two track halves together manually with your fingers at the jacket end. The tool is then slid along this short section of pre-closed track. As the tool is slid along the cable run, it will pre-form the jacket around the cable and form a closed continuous tube.
ZTD-SP PLIER - For us with long runs



Step 2: Slide the “SLD” tool over the two external ridges of the preclosed section.
Work the “SLD” tool down the track about 1.0 inches (25mm).


Step 3: Grasp the closed end of the interlock using your thumb and index finger, then begin sliding the tool along the cable length by pulling the tool along using the thumb and index finger of your second hand. Once 6-8 inches (10-20 cm) of track have been closed you can grasp the entire cable/jacket assembly with your hand as you pull the tool along.

Closing D-Track-LT® using the ZTD-SP Plier Tool
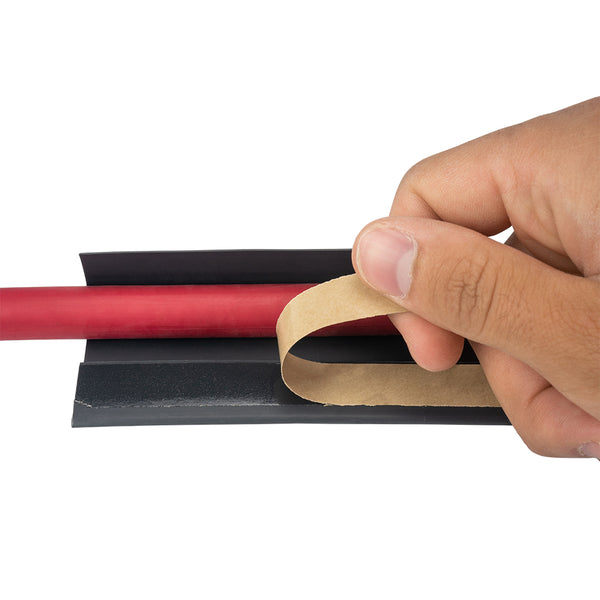
Step 1: Wrap the end of the D-Track-LT material around the cable to be covered. Use your thumb and the index finger of both hands to push the arrow into the mating channel cavity for a distance of about 1.0 inch (25mm) at the tubing end.

Step 2: Allow the handles of the “ZTD-SP” tool to open and align the two roller wheels over the two external closure ridges. Squeeze the tool handles closed to engage the roller wheels with the ridges.

Step 3: Grasp the closed end of the D-Track-LT® interlock using your thumb and index finger, then begin pulling the “ZTD-SP” tool along the cable length. Once 6-8 inches (10-20 cm) of track have been closed you can grasp the entire cable assembly with your hand as you pull the tool along.

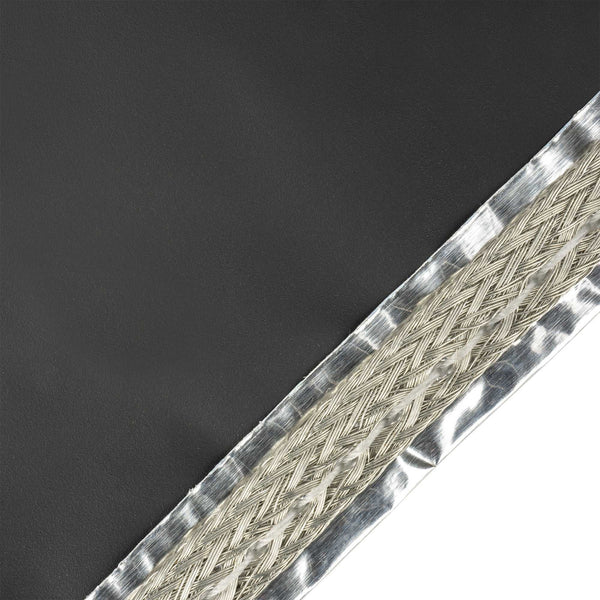
Sealing Zippertubing Extruded Tracks
All Zippertubing products that utilize extruded closure tracks (except type FEP) can be permanently sealed after closure using the following method. Under normal circumstances a properly closed Zippertubing track does not require post closure sealing. However, in some applications where an environmental or tamper proof seal is desired or extreme abuse is anticipated, the post sealing process can insure that the track does not re-open inadvertently.
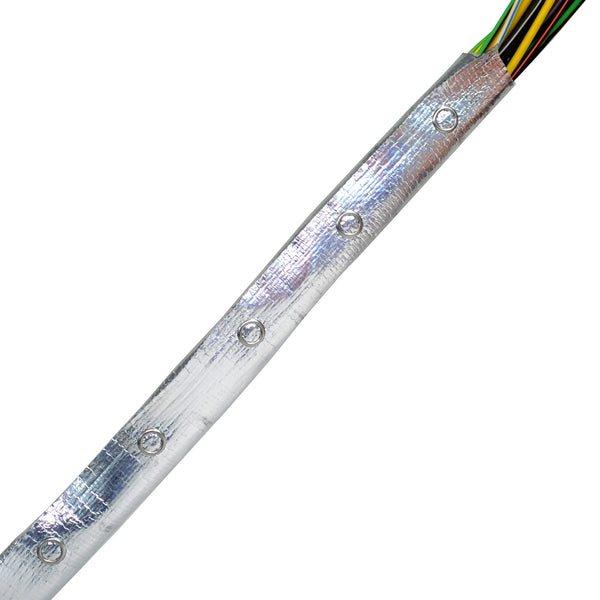
ZT-TAPE
This method involves placing a 1-inch wide strip of Zippertubing’s ZT-Tape down the center of the inter-locking track split line after the track has been closed. The ZT-Tape is a UL-510 recognized, fire retardant, Polyurethane film tape with an Acrylic adhesive backing. The adhesive is compatible with both PVC and PFR track materials and is easily applied. The tape sealing method provides additional closure strength, improves environmental tightness and is an environmentally friendly process.


Opening a Fully Closed Jacket
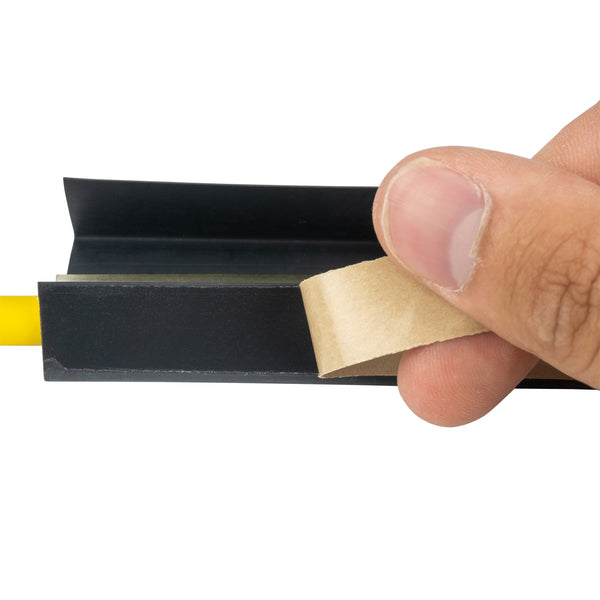
Step 1: If re-entry is required after the entire D-Track-LT® jacket has been fully closed then the re-opening process should begin at the end of the tubing. Follow the steps shown below to separate the track interlock mechanism and then peel the track apart as necessary to gain access.

Step 2: Hold the tubing assembly so it will not move. Continue holding pressure on the screwdriver so it does not slip out of the interlock mechanism. Rotate the screwdriver to the vertical position. This will push the arrowhead barb out of the locking channel side. As the barb is released from the channel, remove the inward pressure on the screwdriver so as not to force the blade into the cables or hoses contained within the tubing jacket.

Step 3: Once the two halves of the track are separated, remove the screwdriver, grasp the two track halves with you thumb and index fingers and pull the two halves apart approximately one inch.

Step 4: With the track separated, reposition you thumb and index fingers to grasp a larger amount of the tubing on each side of the track. Continue to separate the tubing into a flat sheet as required.